平日
9:00~17:00
平日
9:00~17:00
HOME
製品事例
設備紹介
当社だからこそ
できること
技術提案事例
技術コラム
一貫製造体制
オンライン工場見学
技術提案事例
ホーム
技術提案事例
ライン内の内径チェックによるラインNG率を低減
ライン内の内径チェックによるラインNG率を低減
生産ラインでの完成品検査で内径不良品が発生していました。完成してからの不良品となるとコストが高くなるため、ラインの途中に内径の成形後に、検査機を導入し、早期NGを発見したことで、生産ラインでのNG率を低減しました。
生産ライン完成後の検査でNGとなるため、NGコストが高かった。
本事例は、生産ライン工程の途中に検査工程を挟むことで早期に不良品発見を行うことで効率化を達成した事例となります。
当社にご依頼いただく前は、生産ラインでの工程終了後での検査で不良が見つかり廃棄となる事例があり、生産コストがかかっていた問題がありました。生産途中で不良が発見できれば修正や、その時点で廃棄をすることも可能でしたが、最終工程でのみ測定を行っていたためそれが実施できておりませんでした。
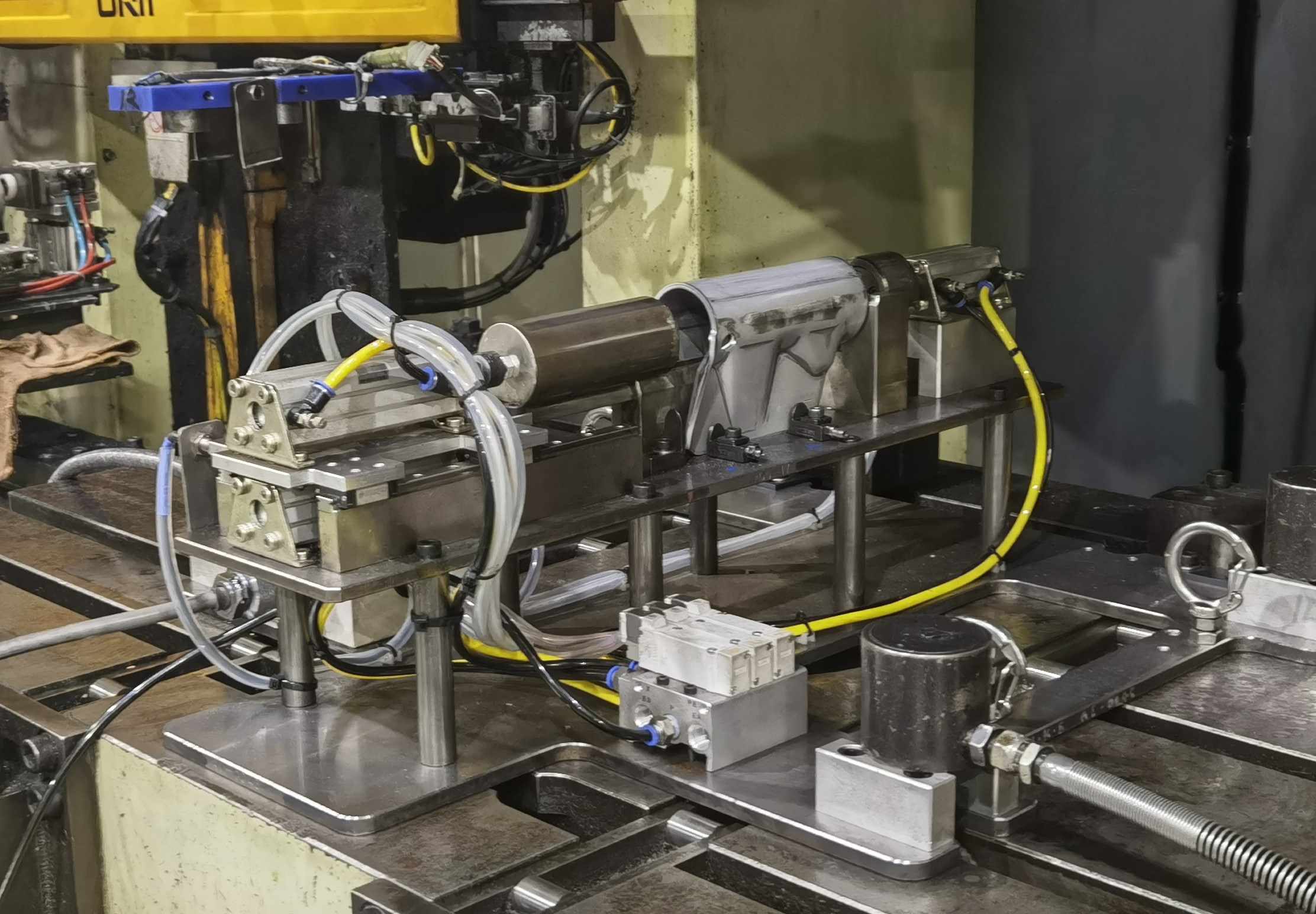
生産ラインの途中に、検査工程を追加し、成形後すぐ内径を確認
早期に製品の内径不良を発見できるように工程を工夫しました。
ラインペーサー途中で、成形工程の後に、検査工程を生産ライン途中に設置しました。これによって完成品ではなく、成形後の半製品の内径をすぐ確認できるようになりました。生産しながら、生産ライン内で不良が発生次第、ラインを止めるように改善いたしました。
これにより生産途中でも不具合の発見率が高まり、完成品の内径不良品を減らすことで、生産コストを低減しました。
POINT
成形工程の後、半製品の内径を確認するための検査工程を追加しました。これにより、早期の内径不良を検出できます。生産ライン内で成形不良が発生した場合、ラインを停止することで、不良製品の生産を防ぎ、完成品の内径不良を減らします。製品の内径が規格に合致しない場合、これを製造工程の初期段階で検出することが重要です。これにより、後工程での問題を予防でき、NGコストを削減しました。
一覧に戻る
技術資料ダウンロード
製品事例
製品分類から探す
エンジン部品
排気系部品
ミッション部品
ステアリング部品
シート部品
車体系部品
サスペンション部品
倍力装置
ドラムブレーキ
モーターケース
ギヤ
その他 製品分類
材質から探す
銅
ハイテン
SPCE
SPCC
SPHC
GA材
ステンレス
亜鉛めっき鋼板
その他 材質
業界から探す
その他
EV・ハイブリッド
自動車
家電
当社だからこそできること
モーターケース 精密深絞りプレス加工
複雑形状プレス加工 試作対応
板鍛造プレス加工 工法変換
自動車部品 測定代行ソリューション
板鍛造・プレス加工技術.comとは
他社で断られてしまった…
そんな加工もお任せください
社内一貫製造体制、プレス加工技術による対応力
金型設計・製作~2次加工、検査まで内製、 様々要求に応える社内一貫製造体制
プレスだけでこんな形状も量産? 多列ロボットラインと独自の搬送技術によるプレス加工技術
量産を見据えた試作にも対応 最適な生産性・コストでの量産をご提案
急な図面変更や新製品への移管にも、 工程設計力、迅速な金型設計や改造によるスピード対応
高度な板鍛造、深絞り、せん断技術に裏打ちされた
コストダウン、品質向上につなげる提案力
高度な板鍛造、深絞り、せん断技術を駆使した、 工法転換によるコストダウン提案
金型・工程設計力、自動ラインで高効率生産、 リードタイム短縮によるコストダウン提案
ハイテン材、特殊材加工で付加価値向上、 35社の協力会社と加工技術が可能にする材種提案
お客様目線を追求し、
”安心感”あるお取引をお約束
迅速なトラブル対応、納品トラブルゼロを可能にする 生産管理体制
時には、品質を高めるための提案も! 圧倒的な測定技術と設備による品質保証体制
海外に展開する4拠点を駆使した、 グローバルネットワークによる最適地生産体制
創業75年で自動車、家電業界など様々な業界への生産実績と、 類を見ない人材力
ご相談・お問い合わせ
技術資料ダウンロード