そこで当社では、溶接ナットから増肉バーリング加工への工法転換をご提案いたしました。
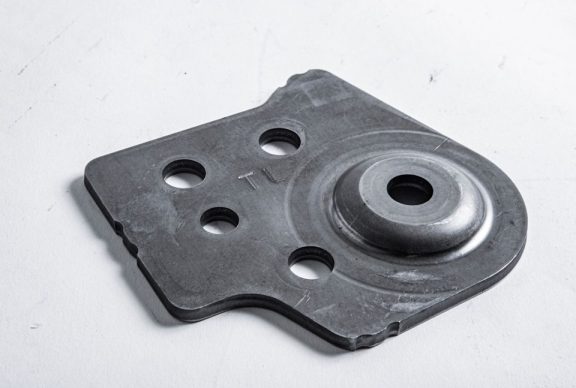
こちらが実際に当社で製作した増肉バーリング加工のサンプル事例です。非常に綺麗な品質精度で、一見するとプレス加工で増肉したのかわからないほどのクオリティで増肉加工をすることができました。
断面図も確認しましたが、増肉バーリング加工により部品が一体成形されたため、溶接ナットが不要になり、部品点数を削減することができました。また溶接工程も短縮することができるため、費用的にも時間的にも、大幅なコストダウンにつなげることができます。
強度の確認をするために、押込剥離強度も実施しました。溶接ナットでも強度的には問題なく、7.26kNという数値が出ていましたが、増肉バーリング加工のタップでは10.03kNという数値となり、増肉バーリング加工のほうが強度が向上している数値となりました。
この結果をお客様にもご覧いただき、現在も溶接ナット ⇒ 増肉バーリング加工への技術提案を進めている最中です。お客様からは、「実現できたのは池田製作所さんだけです!」と大変好評価をいただいております。