平日
9:00~17:00

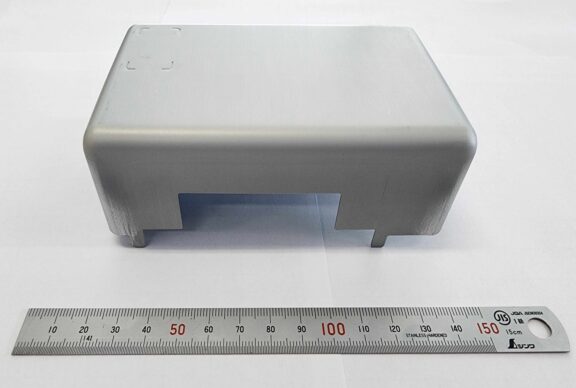
ハイブリッド車に搭載されたDCブラシレスモーターのステーターカバーとして使用されます。ステーターの内径(真円度)や取付孔精度(位置度)は、電磁石とローターの位置関係に繋がりモーターの出力に影響を与えるため、非常に重要です。具体的には、内径φ250の真円度0.2、中心からの取付孔位置精度φ0.1以内が要求されています。実際の生産では、内径真円度0.05〜0.10、孔位置度0.03を達成し、量産納入を行っています。
その後、内径に位置決め用の凸を追加し、さらに内径精度には不利な形状となりましたが、可動式ダイの採用により真円度の維持に成功しました。