平日
9:00~17:00
平日
9:00~17:00
HOME
製品事例
設備紹介
当社だからこそ
できること
技術提案事例
技術コラム
一貫製造体制
オンライン工場見学
技術提案事例
ホーム
技術提案事例
逆絞りと深絞りを組み合わせた製品の真円精度の確保を実現
逆絞りと深絞りを組み合わせた製品の真円精度の確保を実現
この製品は、一般的なプレスの絞り加工において、逆絞りと深絞りの過程で板厚の減少が発生します。板厚が減少すると、さまざまな不具合が生じる可能性があります。また、材料の圧延方向によって絞り加工で真円度にばらつきが生じることもあります。そこで当社では、適切なプレス機を使用し、増肉絞り工法という技術を採用することで、板厚の減少を抑えつつ、より高精度の真円度を実現し、量産化に成功しました。
このような逆絞りと深絞りを組み合わせた製品の真円精度の確保は難しい
板金プレス加工において、逆絞りと深絞りを組み合わせた製品の真円精度の確保は難しい
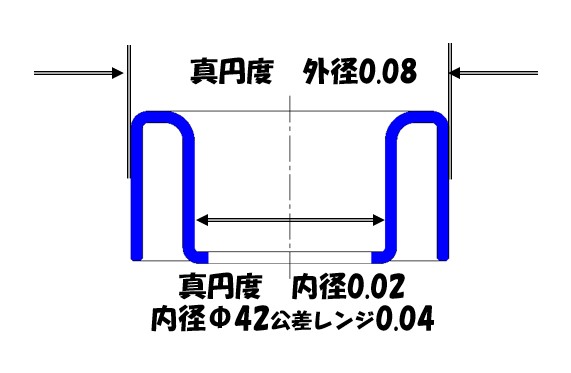
製品の品質要求:
・内径Φ42の公差レンジ 0.04 (絞り深さの79%以上)
・真円度 内径0.02 外径 0.08
・他の使用上の品質管理ポイント
適切な設備と精密金型、絞り加工技術により、高精度の真円度の確保を実現
設備、工法及び品質管理の改善
精密成型プレス機UL6000の特有の剛性を活用し
増肉絞り工法の利用
真円度測定機と三次元測定機で抜取検査
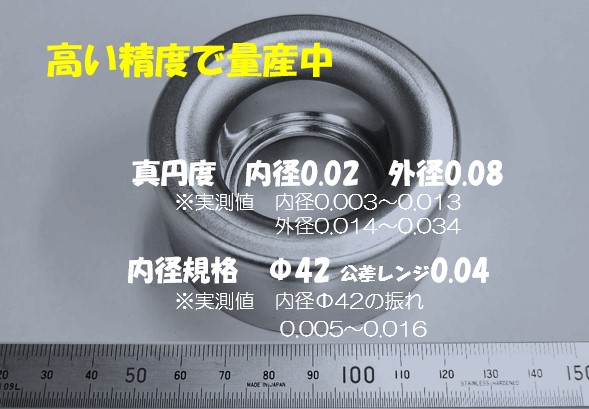
高い精度で量産実現
真円度規格 内径0.02 外径0.08
内径規格 Φ42 公差レンジ0.04 ( 絞り深さの79%以上)
※実測値 内径0.003~0.013 外径0.014~0.034
内径Φ42の振れ 0.005~0.016
POINT
適切なプレス機と増肉絞り加工技術により、板厚の減少を抑えつつ、高精度の真円度を確保
一覧に戻る
技術資料ダウンロード
製品事例
製品分類から探す
エンジン部品
排気系部品
ミッション部品
ステアリング部品
シート部品
車体系部品
サスペンション部品
倍力装置
ドラムブレーキ
モーターケース
ギヤ
その他 製品分類
材質から探す
銅
ハイテン
SPCE
SPCC
SPHC
GA材
ステンレス
亜鉛めっき鋼板
その他 材質
業界から探す
その他
EV・ハイブリッド
自動車
家電
当社だからこそできること
モーターケース 精密深絞りプレス加工
複雑形状プレス加工 試作対応
板鍛造プレス加工 工法変換
自動車部品 測定代行ソリューション
板鍛造・プレス加工技術.comとは
他社で断られてしまった…
そんな加工もお任せください
社内一貫製造体制、プレス加工技術による対応力
金型設計・製作~2次加工、検査まで内製、 様々要求に応える社内一貫製造体制
プレスだけでこんな形状も量産? 多列ロボットラインと独自の搬送技術によるプレス加工技術
量産を見据えた試作にも対応 最適な生産性・コストでの量産をご提案
急な図面変更や新製品への移管にも、 工程設計力、迅速な金型設計や改造によるスピード対応
高度な板鍛造、深絞り、せん断技術に裏打ちされた
コストダウン、品質向上につなげる提案力
高度な板鍛造、深絞り、せん断技術を駆使した、 工法転換によるコストダウン提案
金型・工程設計力、自動ラインで高効率生産、 リードタイム短縮によるコストダウン提案
ハイテン材、特殊材加工で付加価値向上、 35社の協力会社と加工技術が可能にする材種提案
お客様目線を追求し、
”安心感”あるお取引をお約束
迅速なトラブル対応、納品トラブルゼロを可能にする 生産管理体制
時には、品質を高めるための提案も! 圧倒的な測定技術と設備による品質保証体制
海外に展開する4拠点を駆使した、 グローバルネットワークによる最適地生産体制
創業75年で自動車、家電業界など様々な業界への生産実績と、 類を見ない人材力
ご相談・お問い合わせ
技術資料ダウンロード